
Minerals
RECOVERY OF METALLIC ORES WITH HYDROPHOBIC HYDROPHILIC SEPARATION (HHS)
The metallic-ore mining industry faces many challenges, especially the task of recovering more ore in the face of decreasing ore grades.
A new copper deposit at ½% grade must mine 100,000 tons of ore per day to obtain 500 tons of product. Industry cannot afford to throw away tonnage in the processing plant after all the work and expense of getting it there.
The problem with flotation is that it becomes notoriously inefficient below 10 microns.
Throwing away these fine particles is particularly counterproductive in that more liberation of ore particles can be expected at finer sizes.A solution is in sight – HHS.
HHS has no known lower particle size. Testing and previous projects have shown that HHS can efficiently capture particles that are less than a single micron.
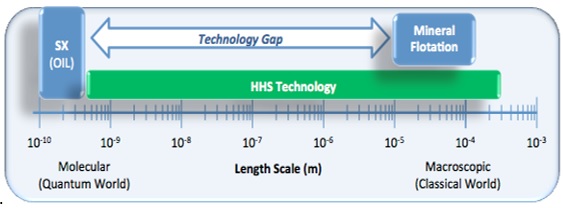
HHS becomes more selective as particle sizes become smaller. The following chart compares the detaching force of HHS on a hydrophobic particle to that of a flotation bubble. HHS’s superior attachment capability is the reason for its ability to recover ore particles that flotation has missed. It becomes more selective because liberation is better at finer sizes.

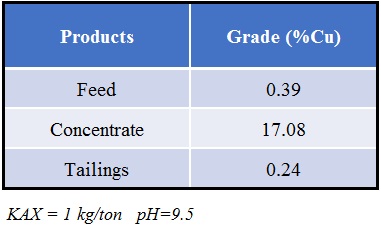
HHS “naturally” fits into copper concentrator flowsheets. HHS has been tested at lab scale on several cleaner-scavenger tails with good-to-excellent results. Tailings at this final stage of the concentration process are currently sent either to the tailings pond or recirculated to the flotation feed. Recirculation of material that failed to float results in reducing the processing capacity of the plant with little gain in recovery, while sending these tailings to the pond means that their copper content is lost forever.
By using a third strategy of sending these tailings through HHS, the concentrating plant can recover many of these ultrafine particles at grades exceeding 15%, often exceeding 25% in our laboratory-scale tests on tailings from several sources. Here is one such result:
HHS product moisture is controllable. HHS simultaneously removes ore particles from moisture and tailings solids, as the last are hydrophilic and follow the water. A product with moisture as low as two percent has been produced in our pilot plant. More importantly, the moisture of the final concentrate is controlled by the operator.
HHS is now ready for both lab and pilot plant testing of copper and other metallic ores. Below is a photo of MRC’s recently updated portable, HHS pilot testing unit. Rated at an output of 50-100 kg. of solids per hour, it is a small-scale version of the first HHS commercial plant, now under construction. The unit has been designed for testing on site or, more efficiently, by providing six-to-eight 50-gallon drums of slurry to MRC. This volume allows the plant to attain steady-state operating conditions.

HHS is applicable to any ore that is recovered via flotation. Both operate on similar principles. However, because HHS is more selective, it outperforms flotation and recovers fine ore particles that flotation simply cannot.
Test it now. See if HHS might reduce lost ore at your plant.
Our engineers stand ready to answer your questions concerning the sample preparation for testing. As a first step, smaller samples, on the order of 5-10 kg of slurry, may be sent for lab screening. For details on how to submit material for testing, just complete the inquiry form found elsewhere on this site.